
粉体塗装法とは
粉体塗装法は、溶剤を使用しないため公害とか作業の危険性が無く、塗装時の粉体塗料の損失も極めて少ないところから、いわゆる無公害、無資源形塗装法として注目され、大きく進展してきました。
粉体塗装法は、厚くて性能の優れた塗膜が得られるうえ、一般の美粧、防食の分野だけでなく、電気絶縁を対象とした分野においても好適な塗装法です。
特に、エポキシ粉体塗料は密着性、電気特性、耐熱性などに優れているため、各種電気機械部品へ広く使用されています。
エポキシ樹脂コーティングの特長
エポキシ粉体塗料を流動浸漬塗装法で絶縁した母線を、エポキシ樹脂コーティングと称している。
絶縁チューブとか絶縁スリーブを用いた絶縁方法と異なり、複雑な形状の母線にたいしても、厚い均一な絶縁塗膜が連続的に形成されており、次のような特長を有している。
- 品質が安定してる。
- 絶縁層表面が滑らかで塵埃等が付着しにくい。
- 絶縁耐圧が高い。
- 耐湿性が優れている。
- 耐アーク性、耐トラッキング性が良い。
- 難燃性である。
エポキシ樹脂コーティングの製造プロセス
1. 流動浸漬塗装法
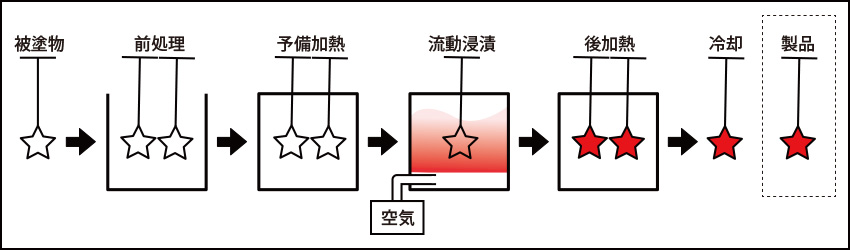
l粉体塗料は多孔板で2段に仕切られた流動浸漬槽の塗料室に入れられ、下部空気室から送り込まれる気体により流動状態に保たれる。この中に、加熱された被塗物を浸漬し、熱融着させ塗膜を形成させる。
2. 塗膜の厚さ
流動浸漬塗装法で得られる塗膜の厚さは、被塗物の表面温度と浸漬時間に依存します。予熱された被塗物は、流動浸漬槽の中で、次第に表面より温度が低下し、表面温度が粉体塗料の融点以下になれば塗膜は形成されなくなります。しかし、光沢がありピンホールのない良好な塗膜を得るには、粉体塗料が溶けて十分流動する温度にあるうちに、被塗物を流動浸漬槽から引き上げることが重要です。
被塗物の表面温度の低下は、被塗物の熱容量が小さく、体積に対する表面積の比が大きいほど早くなります。
塗膜の厚みを安定させるためには、被塗物の形状、表面温度、粉体塗料の温度、浸漬時間を考慮する。
3. 前処理
粉体塗装による絶縁の効果が発揮されるには、塗膜と母線との接着が良いことが前提となる。接着不良は塗膜の耐衝撃性を低下させ亀裂発生の原因となることが多い。流動浸漬塗装法では、被塗物は塗装前に加熱されるが、高温の空気中に置かれた金属の表面には酸化膜が発生しやすいので注意を要する。アルミ母線の場合は、酸化膜と下の素地との密着性が良好であるが、銅母線の場合は、酸化の進行に伴い表面に生じた酸化銅と銅素地との密着性が低下するため、弊社では銅素地に直接塗装する場合は、サンドブラスト処理を行い、接着性を高めています。
各種メッキ処理後の塗装については、酸化銅の発生は抑えられるため、脱脂とサンドブラスト処理、又はサンドペーパーにて塗装範囲のメッキ表面を荒くする処理をする場合もある。
4. エポキシ粉体塗料
- ペルパウダー PCE-500 RED
- エピフォーム F205 青灰色
- トアパウダー ♯1200 マスミグレー
- その他 上記取り扱いメーカーシリーズ。
エポキシ樹脂コーティングの納入実績
- 株式会社アルバック
- 絶縁銅バー
- 株式会社太田製作所
- 高圧絶縁ブスバー
- キヤノンメディカルシステムズ株式会社
- MRI関連部品
- 共同カイテック株式会社
- 高圧バスダクト
- 株式会社電巧社
- 開閉制御機器 絶縁銅バー
- 株式会社東芝 小向事業所
- 積層バスバー
- 株式会社東芝 浜川崎事業所
- 接続ケーブルピン
- 株式会社東芝 府中事業所
- 開閉制御機器 車両装置
- 東芝三菱電機産業システム株式会社
- 開閉制御機器 絶縁ボルト
- 東洋電機製造株式会社
- 開閉制御機器
- 西芝電機株式会社
- 高圧絶縁ブスバー
- 株式会社ビスキャス
- ケーブル銅管
- 株式会社日立製作所
- 開閉制御機器
- 富士電機株式会社
- 開閉制御機器
- 北都電機/日鉄テックスエンジ株式会社
- スイッチギア用導体 等
(50音順)
機械設備

電気試験機器
株式会社 サンコウ電子研究所
ピンホール探知器 ホリスター 15N 2台
【仕様】 探知電圧5~15kv (波高値)
菊水電子工業 株式会社
AC/DC耐電圧・絶縁抵抗器 TOS 9201 1台
【仕様】
耐電圧試験
AC 0.05kv~5.00kv(トランス容量500VA)
DC 0.05kv~6.00kv(最大容量50W)
最大定格電流:100mA (AC) / 10mA (DC)
絶縁抵抗:DC-25V~-1000V/0.01MΩ~9.99GΩ (1mA から 50nAの範囲にて)